|
|
商品の詳細:
|
| 材料: | 合金2917は、真空ニッケル鉄コバルトの低い拡張の合金を溶かした | 比重: | 8.36g/cm3 |
|---|---|---|---|
| 密度: | 0.302lb/cu | 製品名: | 電子のための特別な合金 |
| 適用: | 力の管、X線管、照明管、マイクロウェーブ管、 | ブランド: | CMMC |
| ハイライト: | ニッケルのクロムの鉄の合金,ニッケル・鉄コバルトの合金,合金2917を作る密閉シール |
||
合金2917 (K94610、W.Nr。より堅いpyrexガラスおよび陶磁器材料が付いている密閉シールを作るための1.3981)
1つのプロダクト
合金2917棒、管、ストリップ、ホイル、より堅いpyrexガラスおよび陶磁器材料が付いている密閉シールを作るためのためのワイヤー。
合金2917は標準的な半仕上げの用紙に続くことで利用できる:
シート及び版
配達状態:熱いですか冷間圧延される、扱われるか、錆をとられるか、またはピクルスにされる熱-
ストリップ及びホイル
配達状態:扱われる、漬物の冷間圧延される、熱-またはアニールされる明るい
棒および棒
配達状態:、造られる、-、扱われるか、酸化するか、錆をとられるか、またはピクルスにされる引き分け転がされる、熱、皮をむかれる回される、地上か磨かれた
ワイヤー(プロフィール、円形、平たい箱、正方形)
配達状態:引かれた堅いに、リング堅い、明るく、¼スプールおよびヘッドストックの容器で、アニールされる明るい
ワイヤー棒
配達状態:つや出し(40mmへのdia.5.5mm)
他
ディスク、リング、継ぎ目が無い管および鍛造材のような他の形そして次元は要求することができる。
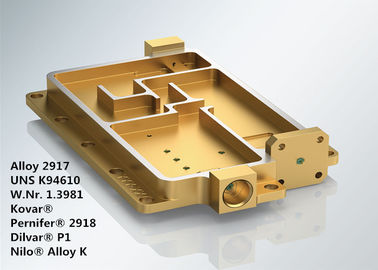
2同等の指定
UNS K94610、W.Nr。1.3981、Kovar®、Pernifer® 2918、Dilvar® P1のNilo®の合金K
3概観
合金2917はaの真空溶かしたニッケル鉄コバルトのおよそ29%のニッケルおよび17%のコバルトを含んでいる低い拡張の合金をである。その化学成分は狭い限界の内で精密な均一熱拡張の特性を保証するために制御される。広範な質制御はこの合金の製造で深いデッサン、鋳造、押すことおよび機械化の容易さのための均一物理的なおよび機械特性を保障するために用いられる。その熱拡張の特徴はホウケイ酸ガラスおよびアルミナのタイプ製陶術のそれらに一致させる。それはそれを大量生産の適用のガラスに金属のシールのために著しく適したようにする、またはどこに信頼性が優先する重要性をもつ反復可能なもたらす近い化学範囲に特性製造される。
合金2917の磁気特性は構成によって基本的に支配され、熱処理によって適用した。
合金の構成は一般に透磁率、保磁力およびヒステリシス損のような磁気特性の最適値を、決定する。合金に与えられた熱処理は最も悪く、適正水準の間でこれらの特性を変える。
温度は変更の透磁率および他の特性で有効である。例えば相変化が行われない場合、保磁力および残りの誘導は増加する温度とほとんど必ず減る。それはまた増加する温度とことヒステリシスの減少続く。
4適用
合金2917はより堅いPyrexガラスおよび陶磁器材料が付いている密閉シールを作るために使用された。この合金は高い信頼性が必要である適用の広い使用を見つけた。フラット パックのような力の管では、X線管、照明管、マイクロウェーブ管、真空管、トランジスター、ダイオード、写真撮影の電球および集積回路、dual-in-lineパッケージおよび光電子工学の構成の場合および基盤。
合金はまたテレコミュニケーションの、軍隊および防衛の、宇宙航空およびエレクトロニクス産業で頻繁に使用される。
5化学成分(wt %):
| NI | Fe | Al | Co | Mn | Si | C | P | S | Zr | チタニウム | Mg | Cr | CU | Mo |
| 29.0 | Bal. | ≤0.10 | 17.0 | ≤0.30 | ≤0.20 | ≤0.02 | ≤0.025 | ≤0.025 | ≤0.10 | ≤0.10 | ≤0.10 | ≤0.20 | ≤0.20 | ≤0.20 |
6物理的性質
| 密度 | lb/cu | 0.302 |
| 比重 | g/cm3 | 8.36 |
| キュリーの臨時雇用者 | °F | 815 |
| °C | 435 | |
| 融点 | °F | 2640 |
| °C | 1450 | |
| 屈曲ポイント | °F | 840 |
| °C | 450 | |
| 電気抵抗 | マイクロ オームcm | 43 |
| オームcir mil/ft | 259 | |
| 熱伝導性 | W/mの°C | 16.7 |
| Btu in/ftの² hの°F | 116 | |
| 伸縮性のモジュール | Mpsi | 18.9 |
| kMPa | 130 |
典型的な熱拡張
化学成分のおかげでゼロ温度を代わりをするために熱拡張の特徴を維持する200°C.引くほとんどのは非常に安定した材料である。従ってそれはマイナス80°Cで容易に標準的な変形テストに最も関連付けた企業を要求する合格する。
| 温度較差 | 総拡張 | 中間の線形係数 | ||
| °C | °F | 10-3 | 10-6/°C | 10-6/°F |
| 20-100 | 68-212 | 0.48 | 6 | 3.3 |
| 20-150 | 68-302 | 0.75 | 5.8 | 3.2 |
| 20-200 | 68-392 | 0.99 | 5.5 | 3.1 |
| 20-250 | 68-482 | 1.22 | 5.3 | 2.9 |
| 20-300 | 68-572 | 1.43 | 5.1 | 2.8 |
| 20-350 | 68-662 | 1.62 | 4.9 | 2.7 |
| 20-400 | 68-752 | 1.86 | 4.9 | 2.7 |
| 20-450 | 68-842 | 2.28 | 5.3 | 2.9 |
| 20-500 | 68-932 | 2.98 | 6.2 | 3.4 |
磁気特性
合金2917はキュリー ポイントの下に磁気まったく温度である。磁気特性は熱処理に左右される;より低い硬度、より高い透磁率の価値およびより低いヒステリシス損。
ショーの下のテーブル5つのmillioerstedsの50のHzそして異なった熱処理によって作り出される分野強さで測定される最初の透磁率の比較
| 熱処理 | 最初の透磁率 |
| 部屋の臨時雇用者に涼しい1時間800°C. 60°C/hr.の炉。 | 800 |
| 部屋の臨時雇用者に涼しい1時間900°C. 60°C/hr.の炉。 | 900 |
| 部屋の臨時雇用者に涼しい1時間1000°C. 60°C/hr.の炉。 | 800 |
| 部屋の臨時雇用者に涼しい1時間1100°C. 60°C/hr.の炉。 | 800 |
| 4部屋の臨時雇用者に涼しい時間1100°C. 60°C/hr.の炉。 | 500 |
| 部屋の臨時雇用者に涼しい1時間1200°C. 60°C/hr.の炉。 | 500 |
| 4部屋の臨時雇用者に涼しい時間1200°C. 60°C/hr.の炉。 | 500 |
7つの機械特性
表7-1のアニールされた状態の合金2917の典型的な機械特性
| 温度 | 引張強さ | 降伏強さ(0.2%のオフセット) | 50mm (2インチ)の延長 | 区域の減少 | |||
| °C | °F | MPa | ksi | MPa | ksi | % | % |
| 20 | 68 | 520 | 75 | 340 | 49 | 42 | 72 |
| 100 | 212 | 430 | 62 | 260 | 38 | 42 | 72 |
| 200 | 392 | 400 | 58 | 210 | 30 | 42 | 72 |
| 300 | 572 | 400 | 58 | 140 | 20 | 45 | 73 |
| 400 | 752 | 400 | 58 | 110 | 16 | 49 | 76 |
表7-2の硬度
| 合金 | 条件 | HV | HRB |
| 合金2917 | アニールされる | 最高160。 | 最高83。 |
| 完全な堅い | 230 min。 | 97 min。 |
8作業指示
合金2917はオーステナイトのステンレス鋼に使用するそれらに類似したプロセスによって機械で造られ、形作られて熱くか冷たい働かせて場合もある。
熱処理
合金2917は熱処理によって非hardenableである。
合金は、850-1000°C (1560-1830°F)にできれば水素か割れたアンモナルで熱することによって達成されるアニールされた状態で普通使用される。
ガラスに金属のシーリングのために準備するべき脱炭は通常900のぬれた水素の大気で- 1050°C遂行される(1650-1920°F) 1時間。金属酸化物インターフェイスを要求するシールのために合金は600-1000°Cの温度への空気で熱することによって酸化させることができる(1110-1830°F)必要な酸化膜の厚さによる範囲。
切削加工性
アニールされた状態では、柔らかく、粘着性であるので合金2917はより機械で造りにくい。工具細工はそれにきれいに切れるかわりに材料を耕しがちで容易に破片を形作らない。機械化は材料が最初に錆をとられればより容易である。どの表面のスケールの酸化物でも堅くに付着し、ステンレス鋼よりすばらしい範囲にkovar表面を突き通す。
合金2917は高速度鋼を使用してアニールされた状態で、機械で造られるべきであるまたは炭化タングステンは用具をひっくり返した。混合物を切ることは回り、あき、そして製粉のためのまっすぐなカット オイルE.P.の中型の義務、または溶けるオイルの20:1の希薄べきである。より低い希薄の比率は他の機械化方法に使用するべきである。
次の供給および速度は一般的なガイドとして使用することができる:
| 速度の切断 | 供給 | |
| 荒い回転 切口の深さ 1.25-2.5 mm (0.05-0.10インチ) |
30-45 m/min (98-148 ft/min) |
0.25-0.4 mm/rev (0.01-0.015 in/rev) |
| 回ることを終えなさい 切口の深さ 0.125-0.25 mm (0.005-0.010インチ) |
45-60 m/min (148-197ft/min) |
0.1-0.25 mm/rev (0.0004-0.01 mm/rev) |
密封のための準備
油を取り除かれるすべてはぬれた水素の大気で製造された合金2917部ガスを抜かれ、アニールされるべきである。
大気は室温で水を通して泡立つことによって水素湿ったようにされるべきである。心配は表面カーボン積み込みを防ぐために取られなければならない。炉は同じ大気を与えられる冷却部屋を備えるべきである。
暖房は1540/2010°F (838/1099°C)温度較差の内で行なわれるべきである。温度の時間は最も高い温度のための20分へ低温のためのおよそ2時間べきである。部品は冷却地帯にそして移り、570°Fの下でまで握られるべきである(299°C)は、そして取除いた。
金属部分の酸化膜は金属に堅いガラス シーリングのために好まれる。最もよい酸化膜はであり薄く、堅く付着する。フィルムは1200/1290°Fへの部品を熱することによって作り出すことができる(650/700°C)ダーク グレーを茶色の酸化物を軽視するために形作ること十分な時間の規則的な周囲の空気で。
9標準規格
ASTM F-15棒の棒、シート、ストリップ、管、ワイヤー
ASTM F-29ワイヤー
SAE AMS 7726ワイヤー
SAE AMS 7727の棒および鍛造材
SAE AMS 7728のシート、ストリップおよび版
DIN 17745の構成
フランス規格協会NF A54-301の構成
ミルI-23011のクラス1
10比較優位:
(1)研究の経験50年以上および高温合金、耐食性の合金、精密合金、処理し難い合金、まれな金属および貴金属材料およびプロダクトで成長するため。
(2) 6つの州のキーの実験室および口径測定の中心。
(3)特許を取られた技術。
(4)超純度の製錬プロセス:VIM + IG-ESR + VAR
(5)優秀な高性能。
11のビジネス言葉
| 最低順序量 | 交渉可能 |
| 価格 | 交渉可能 |
| パッキングの細部 | 水は、耐航性のある輸送、製造所の輸出標準的なパッキング防ぐ |
| 印 | 順序によって |
| 受渡し時間 | 60-90日 |
| 支払の言葉 | T/T、一覧でL/C、D/P |
| 供給の能力 | 100メートル トン/月 |
コンタクトパーソン: Mr. lian
電話番号: 86-13913685671
ファックス: 86-510-86181887